�����бPע�ܹ�ˇ�����a����
ע�ܳ���ˇ
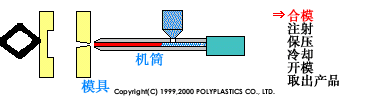
ע�ܳ��ͣ��nj��Ѽӟ��ڻ��IJ��χ���ע�뵽ģ�߃ȣ�������s�c�̻���õ�����Ʒ�ķ�����
һ��ע�ܳ��Ͱ����������У�
1����ģ 2����� 3������ 4����s 5���_ģ 6��ȡ���aƷ
����ע�ܳ��͙C
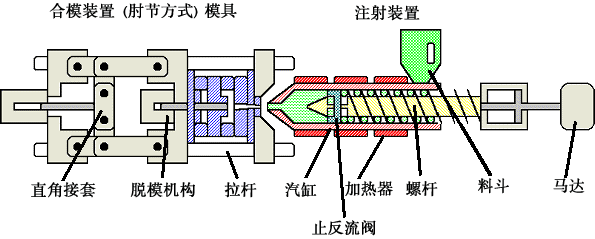
ע�ܳ��͙C�Ʌ^�֞��ģ�b���cע���b�á�
��ģ�b�����_�]ģ���Ԉ���Óģ���I������Ҳ����D��ʾ����U��ʽ���Լ������͉���ֱ���_�]ģ�ߵ�ֱ����ʽ��ע���b���nj���֬���Լӟ��ڻ���������ģ�߃ȴ˕r��Ҫ���D�ݗU������D��ʾͶ�뵽�϶��Ę�֬ͣ�����ݗUǰ�ˣ����^�ஔ�������֬�����г̃��������M�����������֬��ģ�߃����ӕr���t�����ݗU���Ƅ��ٶȲ�������֬���É��������������M�п��ơ����_��һ�����ݗUλ�û�һ����������r�t���ٶȿ����ГQ�ɉ������ơ�
���P�DƬ���£�
����ע��ģ��
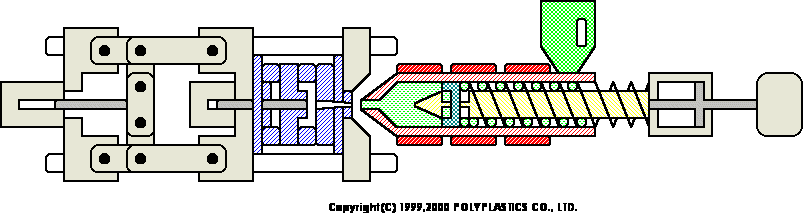
ģ����ָ�����ˌ����Ϙ�֬����ij�N�Π���Á��н����ע���֬�Ľ��������mȻ�]�ЈDʾԔ��ӛ�d�������H���Ўׂ��տף����Ü�ˮ���͡��ӟ������M�Мضȹ����� ���ܽ�IJ����Ǐĝ����M��ģ�߃��ٽ��������c��������䵽ģ�ۃȡ�����t������s�����c�_ģ���͙CÓģ�U�ϵ�ģ��Óģ�壬��픳�����Ʒ��
���P�DƬ���£�
�ġ�ע�ܳ��ͮaƷ
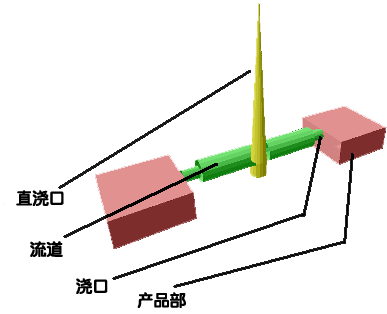
����Ʒ���������ڻ���֬�ĝ��ڡ�����ģ�۵������c�aƷ���������ɡ�����һ�εij������Iֻ������һ���aƷ�����Ч�ʲ��ߡ��������������B�Y����ģ�ۣ��Ϳ�ͬ�r���Δ����aƷ���˕r������ģ�۵������L�Ȳ�ͬ�r���͟o��ͬ�r����֬�����Ҵֵ�ģ�۳ߴ硢���^�����ԽԲ�ͬ�����ͨ�������������OӋ����ͬ�L�ȡ�
���P�DƬ���£�
 Copyright © 2014 ������� �R�����p����������˾
Copyright © 2014 ������� �R�����p����������˾{kind=link}